相關資訊
聯系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機:15066475817(微信同號) 程經理
手機:18865223833(微信同號) 程經理
地址:山東聊城經濟開發區蔣官屯工業園區
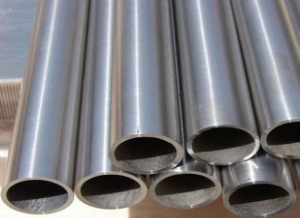
42CrMo厚壁鋼管的用途及焊接工藝
42CrMo厚壁鋼管的用途及焊接工藝
42CrMo厚壁鋼管,把鋼管外徑和壁厚之比小于20的鋼管稱為厚壁鋼管。主要用做石油地質鉆探管、石油化工用的裂化管、鍋爐管、軸承管以及汽車、拖拉機、航空用高精度結構管等。
厚壁鋼管英文(Thick wall steel pipe)和薄壁鋼管的最大區別在于鋼管壁的厚度,一般說來,薄壁鋼管都是冷拔技術,
而42CrMo厚壁鋼管一般使用熱軋技術,如果是用度量單位來區分的話,那么,一般認為,壁厚/管徑等于0.05是厚壁鋼管和薄壁鋼管的分水嶺,壁厚/管徑小于0.05的是薄壁鋼管,大于的是厚壁鋼管,在用途上來說,薄壁鋼管多用于管道上。而42CrMo厚壁鋼管多應用于空心零件的坯料。承壓以及重要管道上使用。
用途
42CrMo厚壁鋼管主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。
材質
國內常用材質為:10# 20mn 42crmo 36CrMo 40Cr 20Cr 15CrMo 12Cr1Mov Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、45#,Q345、L245、L290、X42、X46、X70、X80。
焊接工藝
焊接方法
焊接42CrMo厚壁鋼管首先清理干凈焊口的油、漆、水、銹等,然后根據壁厚開坡口,厚的就開大一些,薄的就開小一些(角磨機),然后就是對品的縫隙,一般是焊條或焊絲直徑的1- 1.5倍,如果坡口不小心開大了話可以適當留小一些。點固焊至少三點,一般四點比較好干活。焊接的時候應該一半一半焊接,起點最好超過最底點一公分左右,那樣從對面好接頭。如果鋼管壁厚的話,應該分層,至少兩層,第一層整圈焊完才可以焊第二層。
工藝流程
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記
焊縫余高
鋼管壁厚不大于 12.5mm 時,焊縫余高不大于 3.0mm;鋼管壁厚大于 12.5mm 時,焊縫余高不大于 3.5mm。
彎曲度
公稱外徑不大于 168.3mm 的鋼管,應平直或按供需雙方協 議規定的彎曲度指標;
公稱外徑大于 168.3mm 的鋼管,彎曲度不大于鋼管全長的 0.2%。
管端壁厚大于4mm的鋼管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
文章來源:m.shuuwaeng.com